Read time: 5 mins
Date posted: Feb 2020
Theme: Additive Manufacturing
As a global leader in metal powder solutions, GKN Powder Metallurgy is at the forefront of manufacturing technologies. Because of this, our company has a range of offerings, split under three main divisions: GKN Hoeganaes, the 2nd largest producer of metal powder in the world; GKN Sinter Metals, the largest global producer of precision powder metal parts; and GKN Additive, our newest division focused on 3D printing.
For us, it is important to work with a diverse range of processes - such as MIM, conventional sintering, Laser AM and Binder AM - so we can meet our customers' multitude of needs. Binder AM, and specifically HP’s Metal Jet technology, is the latest technology we are working with. It combines the design freedom associated with laser-based additive manufacturing but adds a greater opportunity for scalability and series production.
Part of GKN PM’s role in the manufacturing sphere is to support the industrialization of powder-based processes. In order to do this, we look at the whole value chain. In the case of Binder AM, we must equally consider the powder material, the design, the printing, the de-powdering and the sintering phases. As we illustrate below, by optimizing the value chain, we can achieve series production for Binder AM.
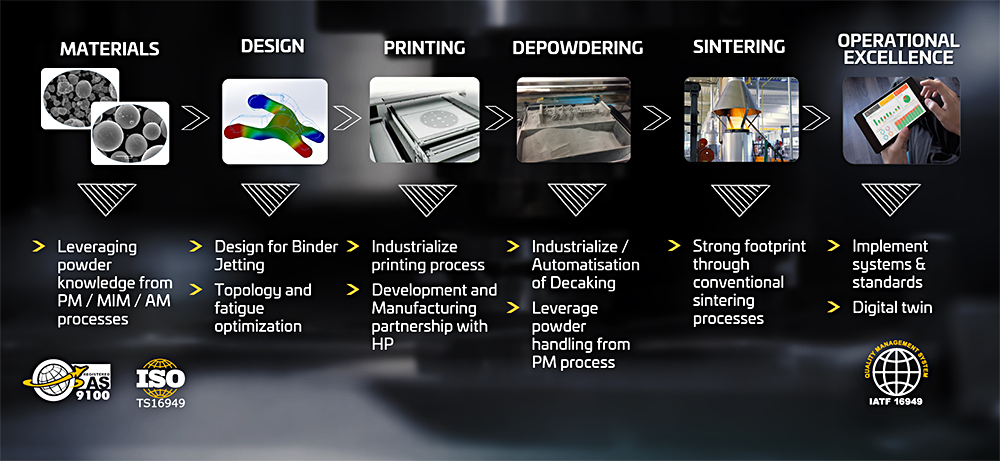
The full binder AM value chain at GKN Powder Metallurgy © GKN Powder Metallurgy
Powder modification for Binder AM to increase part density
With industrialization as the end goal, one of the most important things to take into account is material. In this case, it's metal powders. Every manufacturing process demands its own properties for metal powders, and we specialize in developing and producing powders that are tailored to each process.
Today, there are two main techniques for producing powders for additive manufacturing:
- One uses gas atomization to create highly spherical powders with good spreadability. These powders are expensive to make and limited in terms of scalability.
- The second approach uses water atomization, a cost effective and scalable process that results in more irregular powder particles. This powder has already been proven to work with Laser AM technology.
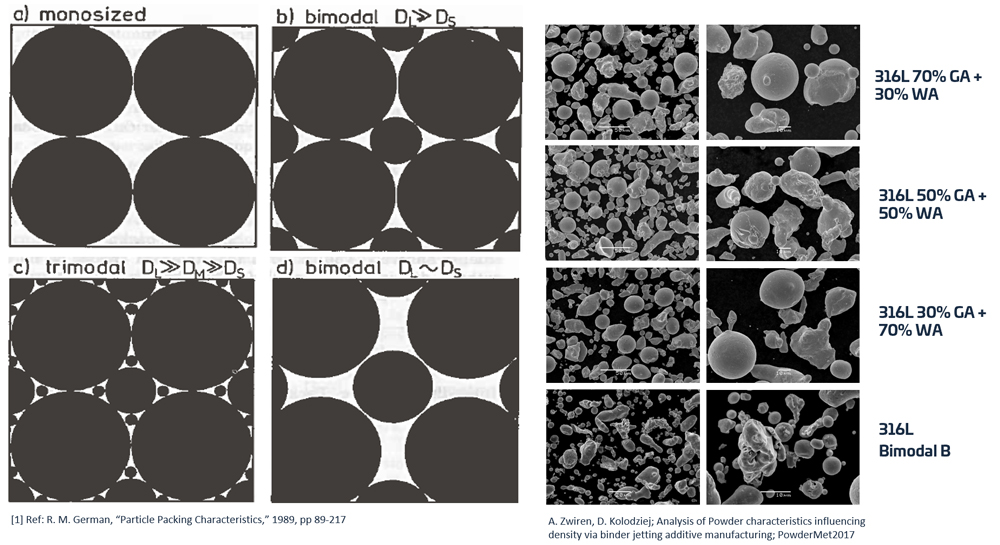
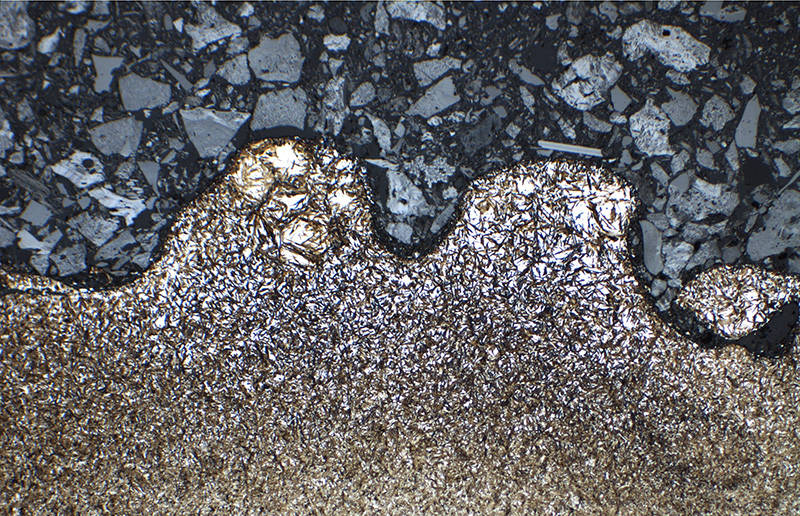
Working with HP’s Metal Jet technology, we have come up with two approaches for powder production that bridge the gap between gas atomized and water atomized powders: powder mixtures and bi-modal powder distribution.
- The first approach consists of mixing gas and water atomized powders to increase the flowability and productivity of the powder while decreasing cost.
- The second approach, bi-modal powder distribution, combines two sizes of powders, resulting in higher packing densities because the smaller particles fill in the gaps between the larger particles.
 Working with HP’s Metal Jet technology, we have come up with two approaches for powder production that bridge the gap between gas atomized and water atomized powders: powder mixtures and bi-modal powder distribution.
Working with HP’s Metal Jet technology, we have come up with two approaches for powder production that bridge the gap between gas atomized and water atomized powders: powder mixtures and bi-modal powder distribution.
Using the bi-modal approach, we’ve found that the green density of Binder AM parts can be increased, which leads to a higher sintered density. Ultimately, if you have a powder material that can be consistently spread with a robust process, you’ll have parts with a consistently higher density.
Optimizing design for Binder AM
Design principles vary across all manufacturing platforms, and the same is true for Binder AM. As an engineering company with a deep knowledge of manufacturing processes, materials and part production, we also specialize in the design process. At GKN PM, we call this Design for Additive Manufacturing (DfAM).
Working with Binder AM, we follow a series of general design guidelines that enable us to take advantage of design freedom while also ensuring the integrity of printed parts. In terms of scale, HP’s Binder AM technology has a maximum build volume of 360 x 280 x 150. Another useful guideline for the technology is to design parts with wall thicknesses of between 1.3 and 30 mm (the upper limit is due to the need to burn the binder out).
Binder AM also offers a higher surface quality than laser AM (up to Rz 45 μm) because the process uses a finer powder. Today, the technology offers an IT class of 12 to 14, but this is expected to decrease as we continue our work with HP. And lastly, our Binder AM parts have attained mechanical properties compliant with MPIF 35 standards.
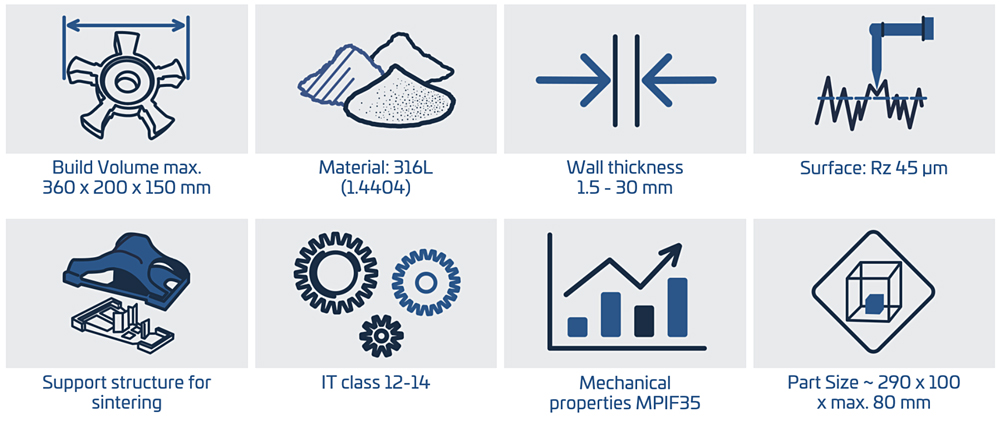
Working with Binder AM, we follow a series of general design guidelines, which enable us to exploit design freedom while also ensuring the integrity of printed parts. © GKN Powder Metallurgy
3D printing with 50 times higher build rates
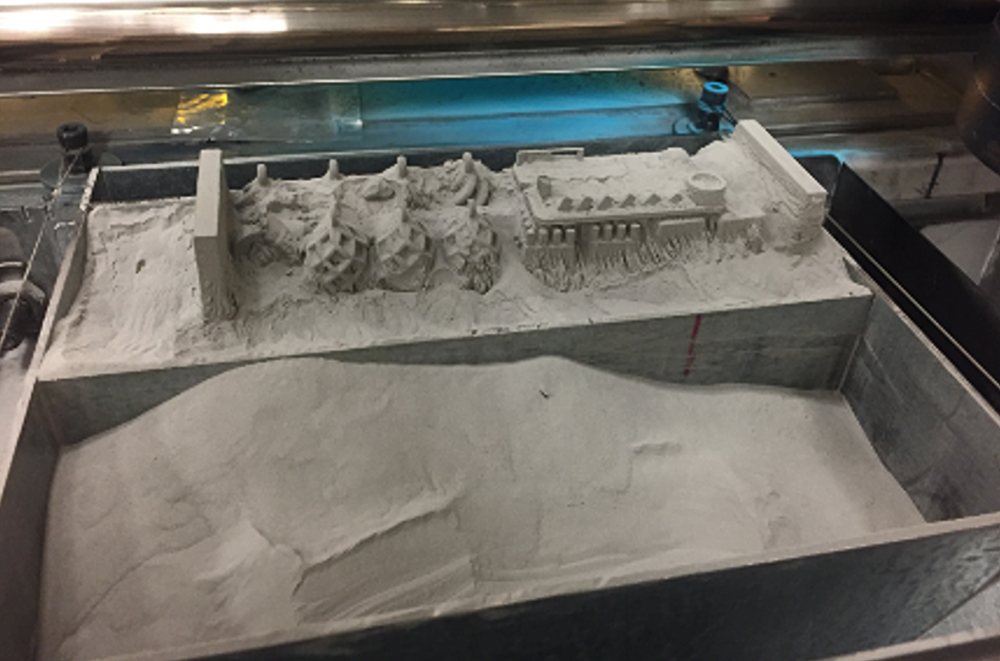
The third part of the value chain is the printing process itself. HP’s Metal Jet technology is a binder-based process in which a layer of metal powder is spread onto the print bed and a binding agent is deposited to create the first layer of a part. This process is repeated until the part is built up. The print bed is cured before the green part can be removed and prepped for post-processing.
Compared to laser-based additive manufacturing, which is suitable for prototyping or small series production (up to 2,000 parts), HP’s Metal Jet process will generate up to 50 times higher build rates, which enables series production in the range of 50,000 parts.
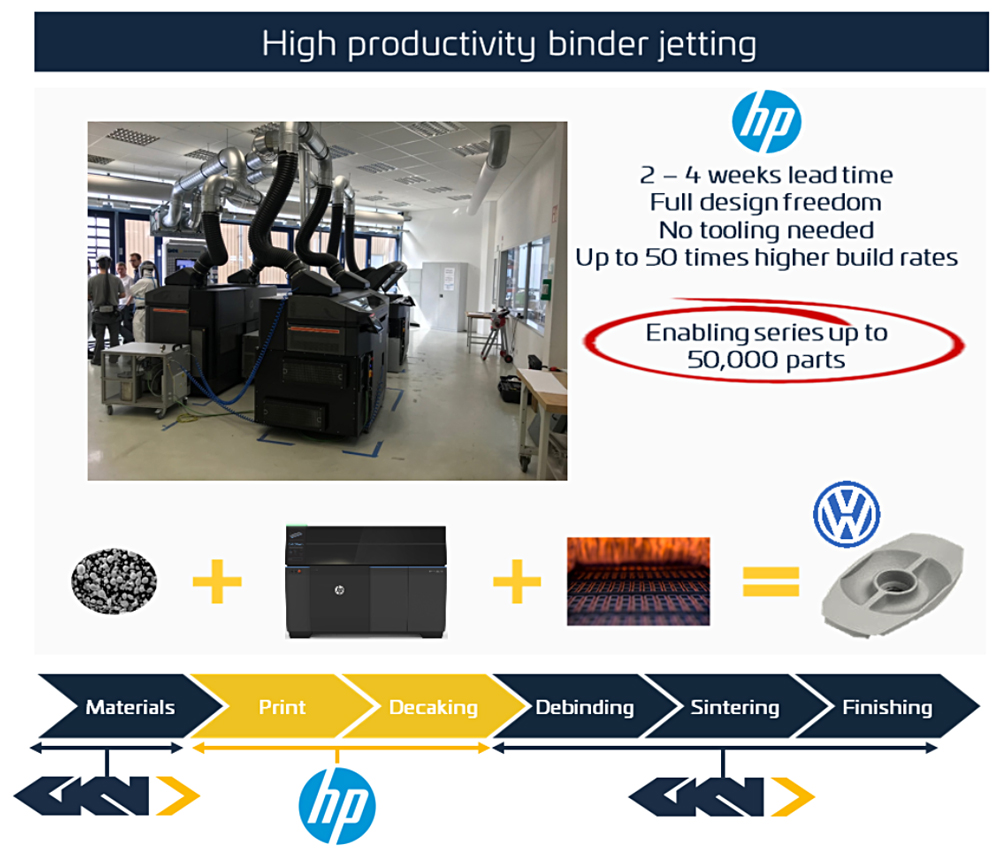 HP’s Binder Jetting process will lead to up to 50 times higher build rates, which enables series production in the range of 50,000 parts. © GKN Powder Metallurgy
HP’s Binder Jetting process will lead to up to 50 times higher build rates, which enables series production in the range of 50,000 parts. © GKN Powder Metallurgy
Industrializing the de-powdering stage
The next step in the Binder AM value chain is de-powdering. Today, the de-powdering process is still mostly manual. In industries like automotive, where Binder Jetting will be used to produce tens of thousands of parts, manual de-powdering is not a sustainable solution.
There is room for improvement and our goal is to achieve automated powder and part handling. We are working on this with HP and we are very close to further industrializing the de-powdering stage.
 Today, the de-powdering process is still mostly manual. There is room for improvement and our goal is to achieve automated powder and part handling.
Today, the de-powdering process is still mostly manual. There is room for improvement and our goal is to achieve automated powder and part handling.
Targeting full dimensional control during the sintering process
As a metal powder provider, GKN PM also specializes in sintering technology. We currently have two kinds of sintering furnaces: batch furnaces and continuous furnaces.
Batch furnaces offer a number of advantages, including material flexibility, good temperature and atmosphere control. Continuous furnaces offer advantages too, like high productivity and good temperature control. From an industrialization perspective, the sintering process is already well established: our furnaces are qualified and validated according to automotive standards.
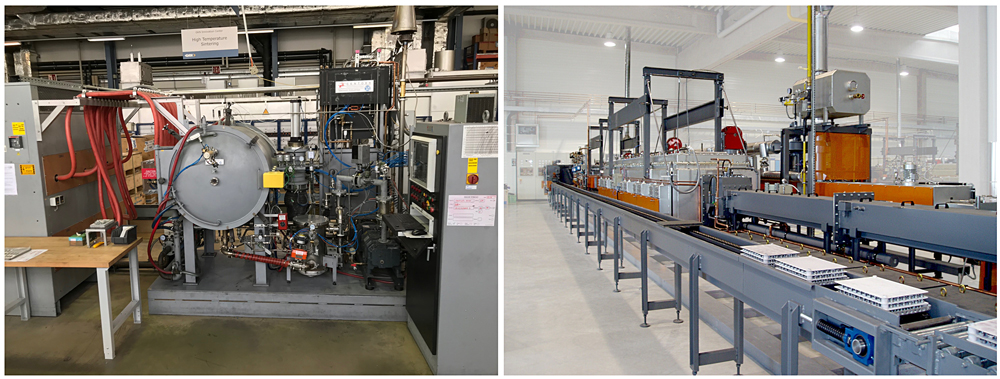 As a metal powder provider, GKN PM also specializes in sintering technology. We currently have two kinds of sintering furnaces: batch furnaces and continuous furnaces. © GKN Powder Metallurgy
As a metal powder provider, GKN PM also specializes in sintering technology. We currently have two kinds of sintering furnaces: batch furnaces and continuous furnaces. © GKN Powder Metallurgy
We have identified an improvement area in qualifying new products. With 3D printed parts that we’ve analyzed, we found very high mechanical properties: densities higher than metal injection molding. Where we see some variation is in dimensional control. Today, we are experiencing about 2-3% dimensional change over the build and sintering process, but improvement is possible.
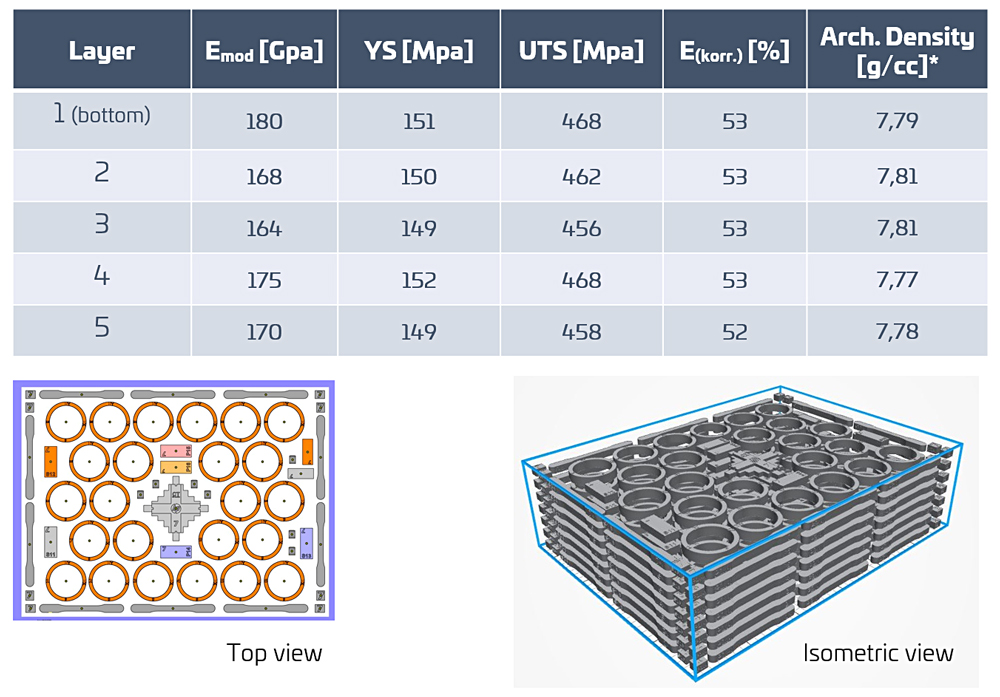 Properties after sintering: Test build layout with multiple layers and mechanical properties after sintering depending on printed part position. © GKN Powder Metallurgy
Properties after sintering: Test build layout with multiple layers and mechanical properties after sintering depending on printed part position. © GKN Powder Metallurgy
Catalysts for industrialization
By looking at the entire value chain for metal Binder AM, we have pinpointed some key challenges. By addressing these - something we are doing with our partners - Binder AM will soon breach industrial levels.
Five of the key areas we are looking at are:
- digital workflow
- de-powdering
- sintering
- material variety
- design know-how
In the case of digital workflow, we need to establish a digital twin or shadow for our operations. This will enable us to fully digitize the process, starting from powder production to part production. With a digital twin, we can increase process control and achieve a fully repeatable process. Many synergies can be created with Laser AM processes where we’re already establishing systems leading to a digital twin.
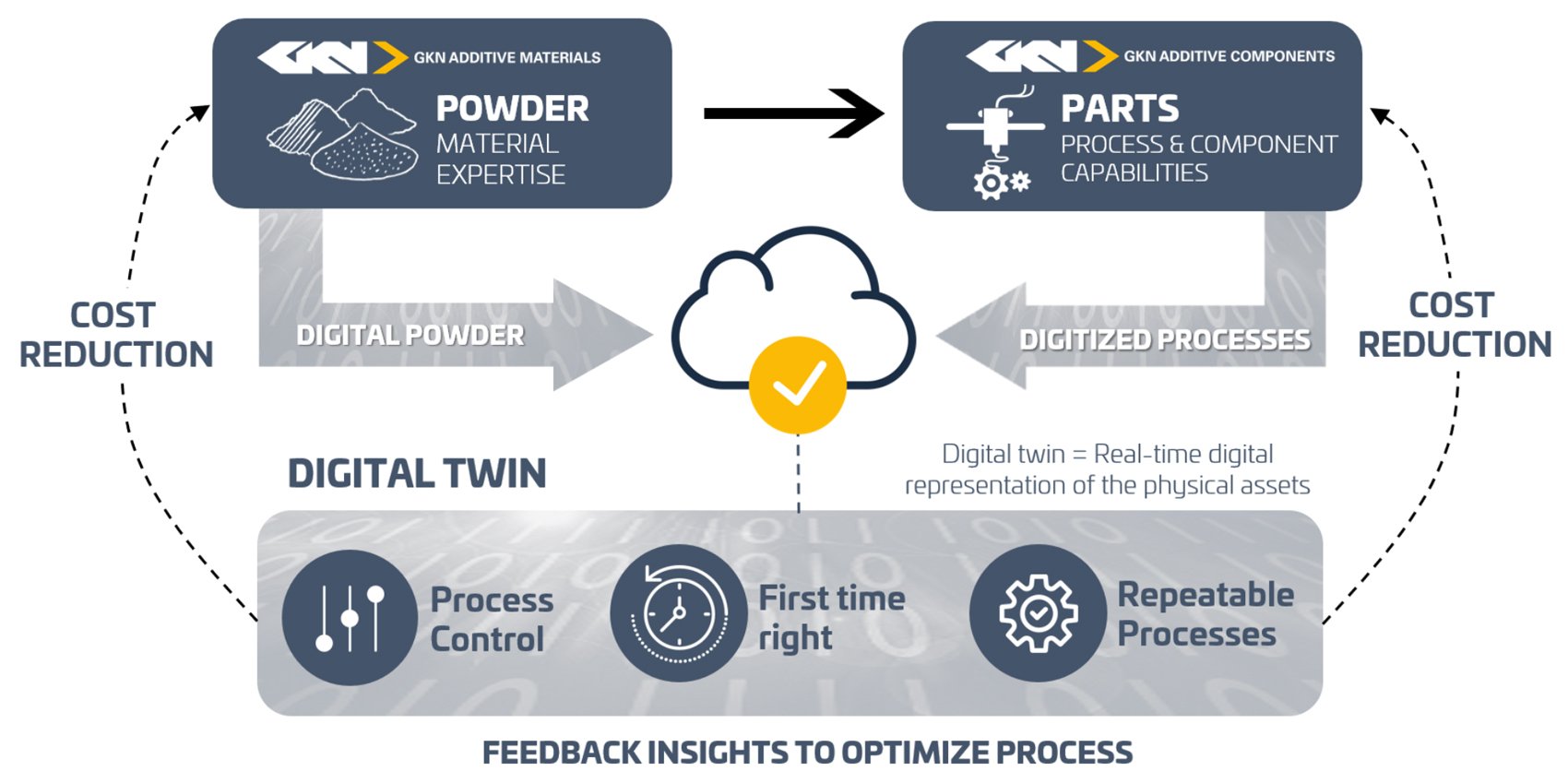 We established a digital twin for our operations to fully digitize the process, starting from powder production to part production. © GKN Powder Metallurgy
We established a digital twin for our operations to fully digitize the process, starting from powder production to part production. © GKN Powder Metallurgy
As stated, de-powdering must undergo automation in order to become industrially viable. Today, most de-powdering is done by hand, so efforts are being made to develop automated powder handling and part handling.
We are also working to refine the sintering process for binder jetted parts to improve dimensional control. While we are currently seeing about 2-3% variations in dimensional control after sintering, we expect to reach dimensional accuracy comparable to Metal Injection Molding through a more robust printing and sintering workflow.
Material variety is a challenge we are continually working on. Today, metal powders for Binder AM are fairly limited in scope. And ultimately, if we want to 3D print structural parts, we need structural materials.
Finally, we need to increase know-how at the design level. When we are working with our customers, it is important that their designers are aware of the capabilities of Binder AM. This type of knowledge can be gained by sharing DfAM practices.



/Digital%20Systems%20Downtime%20Thumbnail.png)