Read time: 6 mins
Date posted: Mar 2020
Theme: Additive Manufacturing
Thermochemical treatment is widely used to improve the mechanical properties of conventionally manufactured metal parts, but what about additively manufactured parts?
The GKN Powder Metallurgy R&D team transferred their extensive expertise in powder metallurgy to additive manufacturing (AM). Dr.-Ing. Markus Schneider and Dennis Wawoczny, both highly engaged in AM research, explain what special features should be taken into account for heat treatment of components made by an AM process.
This interview has been originally published in the Heat Processing magazine.
 Dennis Wawoczny (right) and Markus Schneider (left) © GKN Powder Metallurgy
Dennis Wawoczny (right) and Markus Schneider (left) © GKN Powder Metallurgy
What is the importance of additive manufacturing for your company?
Schneider: We identified additive manufacturing as a promising technology at an early stage, as we recognized that we would be able to transfer a lot of know-how in this area from traditional powder metallurgy. Handling powders is quite distinct from handling semi-finished products and requires a lot of experience.
Wawoczny: The presence of Additive Manufacturing in the media right now also gives us the opportunity of drawing attention to other powder metallurgy processes. We personally also regard Additive Manufacturing as opening the door to the other powder metallurgy processes (die pressing, metal injection moulding, powder forging and cold or hot isostatic pressing). Processing powders has suddenly become respectable, but this was not the case a few years ago.
What manufacturing processes are used at GKN Powder Metallurgy?
Schneider and Wawoczny: Two powder bed-based options are used: the laser powder bed fusion process (“L-PBF”) and binder jetting.
How do parts made using traditional manufacturing processes differ from parts made by additive manufacturing?
Schneider: Parts made using the laser powder bed fusion process (L-PBF) have a very fine grain size close to the edge, which is locally very different due to its thermal history (sintering, solidifying, grain growth, etc). The grains have a clear preferential direction in a vertical sense, due to the solidification.
The fine grain size close to the edge and the Hall-Petch relationship makes the static strength properties generally higher than for comparable molded or rolled materials, but with significantly reduced ductility (breaking elongation). Because of the layered microstructure (this applies to both the manufacturing processes mentioned above), this results in a weak anisotropic structure.
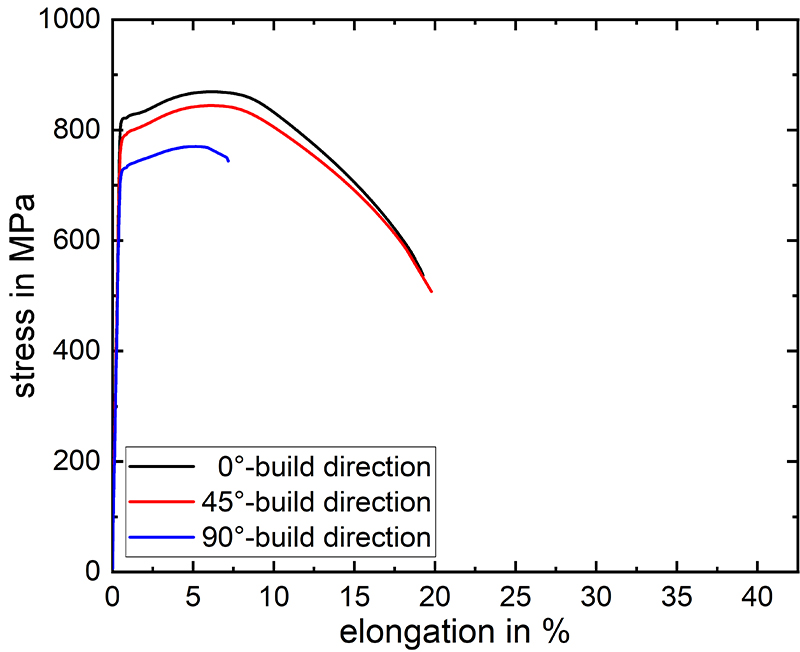
Anisotropy of static properties © GKN Powder Metallurgy
How does the anisotropic structure of additively manufactured parts impact the mechanical properties?
Schneider: At the current state of knowledge, the anisotropic factors are below those of rolled and forged parts, but the technology can cope with this. However, the mechanical properties (static or cyclical properties, strength and ductility values) react to the anisotropic effect to varying degrees. While discussing this, we should not forget that there are no ideal isotropic materials in engineering. As a consequence of the respective manufacturing process, direction-dependent mechanical properties are formed (rolling, casting, forging, powder pressing, injection molding, laminating, etc) and density is reduced by the formation of small pores.
Wawoczny: But powder metallurgy can handle this. Porosity in traditional sintered components is much larger and, in this case, good and reproducible mechanical properties can be achieved. However, the surface of additively-manufactured parts is generally rougher than those produced through powder metallurgy processes.
What special features must be taken into account in heat treatment of components made by additive manufacturing?
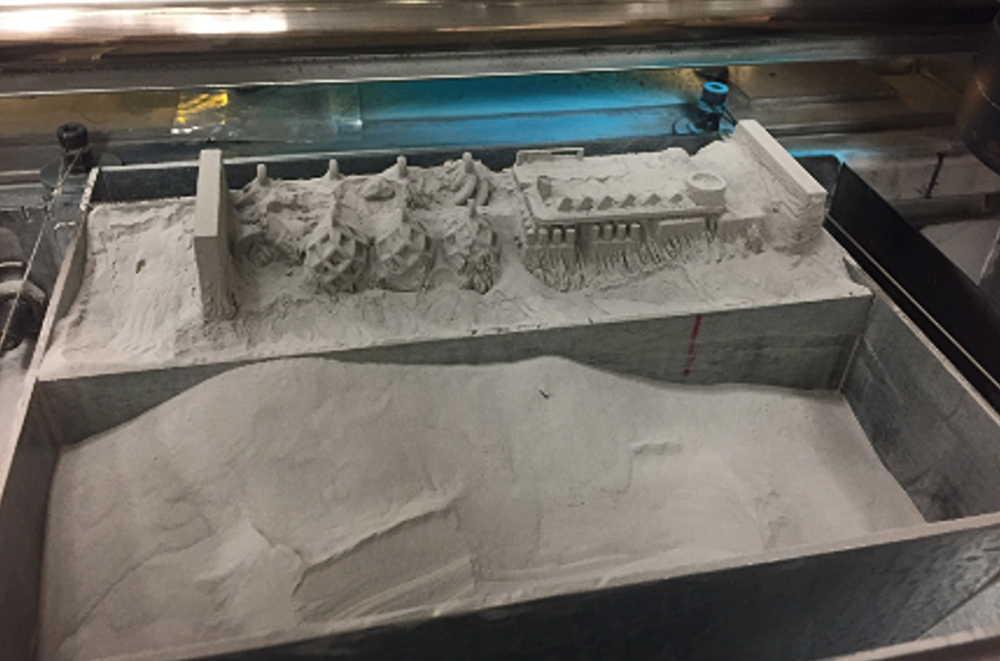
Schneider: There are a whole series of features that result from the produced geometry and the construction process. For instance, many parts are heat treated together with the build platform to avoid major distortion.
 Heat treated 20MnCr5 on the build platform © GKN Powder Metallurgy
Heat treated 20MnCr5 on the build platform © GKN Powder Metallurgy
To avoid major distortion in Metal AM, many parts are stress relieved together with the build platform and heat-treated after being cut off from the build platform. The mass of the build platform, which often exceeds the mass of the components on it, would result in an unwanted position-dependent heating and cooling behavior due to its high thermal storage capacity.
Wawoczny: In terms of loading, this means that the furnace should be optimally adjusted to the size of the build platform. The mass of the build platform, which often exceeds the mass of the components on it, results in a position-dependent heating and cooling behavior since the build platform has high thermal storage capacity. The fine structures often produced (topology-optimized components, lattice and honeycomb structures) represent a different challenge.
Due to the high degree of asymmetry often required in topology-optimized components, such parts are extremely susceptible to distortion, like during quenching. Quenching in oil or salt is not an option becase of the immense cost of cleaning complex components and the liquid quenching media creates significant contamination in the internal structures. The rough surface (provided that the component had not been reworked) also makes cleaning more difficult. In our view, the only quenching medium to be considered for additive components should be gas.
What learnings can you share in regard to the heat treatment of particularly complex AM components?
Schneider: In thermochemical processes (case hardening, carbonitriding and nitriding), the filigree structures mentioned above also have to be taken into account. Fine cross-pieces and wall thicknesses completely carburize during case hardening or carbonitriding, or nitride during nitriding. This makes it impossible to produce beneficial residual stress profiles, and neither can uniform case hardening or nitriding depths be established.
The same applies to components which contain massive, filigree structural elements. We all know the “corner or shadow effect” during carburization, where corners, edges and individual points of a structure tend to over-carburize due to the 2- or 3-dimensional material flow (formation of carbide and retained austenite). This effect will be clearly demonstrated on structures with a complex form. This effect can be shown even at the micro level, like in the area of surface roughness.
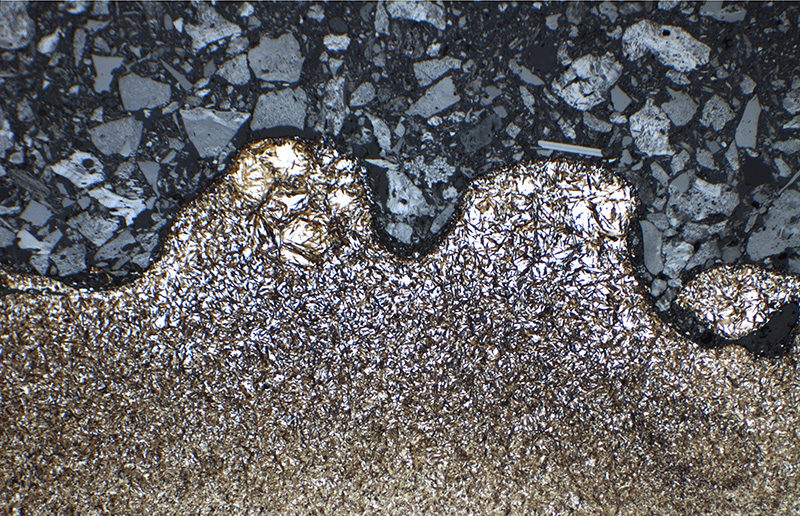 Over carburized surface particles on 20MnCr5 © GKN Powder Metallurgy
Over carburized surface particles on 20MnCr5 © GKN Powder Metallurgy
Due to the surface roughness, the carburizing parameters have to be adjusted, since the usual carburizing parameters are developed for a machined surfaces. Because the surface of additively manufactured components have some kind of attached particles, the diffusion is multidirectional. This example was carburized in a low-pressure carburizing furnace.
Wawoczny: The surface peaks show significantly more retained austenite than the profile below. Because of this, components that are treated thermochemically should not be too complex, filigree, thin-walled, asymmetric or rough. The surface must also be active, meaning it must be free from oxides or a passivation layer. These are restrictions that certainly limit design freedom.
Are new heat treatments necessary for this purpose?
Schneider: We think that we and the companies involved in heat treatment technology are established with the heat treatment processes currently available. Basically, almost every heat treatment is feasible with these process parameters: pressure, temperature, time, gas atmosphere and the quenching conditions.
So far, 4 heat treatment processes for components made by additive manufacturing (titanium and nickel-based alloys are not considered here) have established themselves:
- Solution annealing and quenching for austenitic 316L steel and for copper alloys
- Stress-relief heat treatment for aluminum alloys which can be hardened and for low-alloy steels
- Precipitation hardening of aluminum alloys
- Soft-annealing, and hardening and tempering for M2 tool steel.
.jpg?width=800&name=316L-with-chromiumoxide-layer-(green-color).jpg) 316L with chromium oxide layer (green color) © GKN Powder Metallurgy
316L with chromium oxide layer (green color) © GKN Powder Metallurgy
After the solution treatment (solution tempering and water quenching) of austenitic stainless steel AM 316L, the corrosion resistance shows its maximum. A drawback is the greenish-blackish surface coloring which comes from a thin chromium oxide layer. Therefore, those parts must be peened to remove that thin layer.
Wawoczny: It is certainly conceivable that there will be further optimization loops in relation to the process parameters. The other heat treatment processes (case hardening) are still in the trial phase and are being examined closely.
The batch sizes for heat treatments will, however, be smaller than those for traditional mass-produced parts. The gas atmospheres should be almost free from oxygen and water to avoid oxidation or decarburization processes (with steels containing carbon). In summary, we can say that gas atmosphere: free from oxygen and water (possibly: vacuum); quenching medium: gas; loading: adjusted to the build platform; batch size: small and individual.
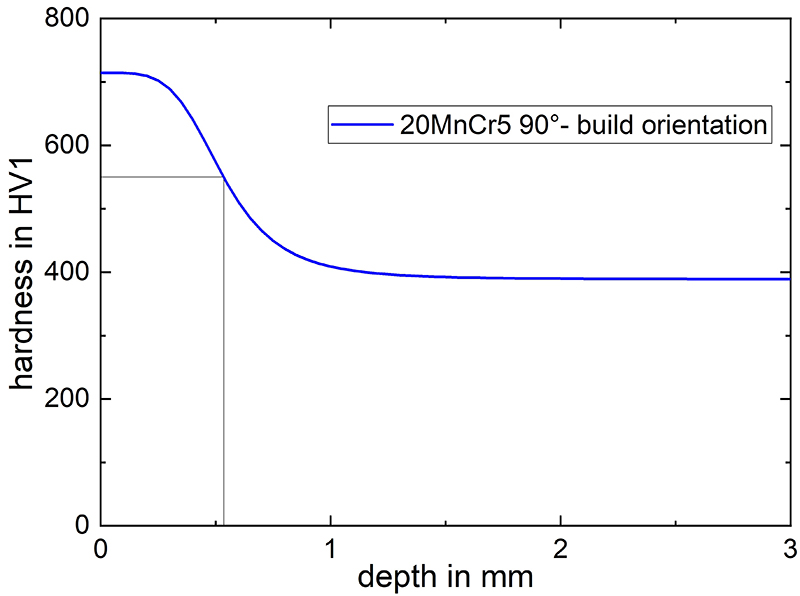
Hardness profile of case carburized and quenched 20MnCr5 © GKN Powder Metallurgy
After the case hardening process (carburizing, quenching and tempering) the AM 20MnCr5 material exhibits a well-defined case with a surface hardness of approx. 700 HV 1 and a core hardness of approx. 400 HV 1. The case hardening depth is CHD550>0.5 mm and meets the customer requirements. Moreover, by adjusting the carburizing parameters the case hardening depth CHD550 can be shifted to smaller or higher values depending on the costumer requirements. In gear design, the case hardening depth CHD550 is defined as function of the diametral pitch of the gear. As a consequence, the carburizing time increases with increasing part dimensions. The surface hardness is more or less a function of the carbon content solely. Additional alloying elements do not have a strong effect on the surface hardness. Lower values than 700 HV 1 are possible by reducing the carbon potential/carbon saturation during the carburizing. Due to the gas quenching the distortions are very small.
How have customer requirements changed in recent years?
Schneider: I would say that the trend is for customers to be increasingly interested in the mechanical-technological properties of the materials, since the subjects of design and product reliability are of great interest. Also, speed is sought after in all areas of product development. This obviously contradicts the first requirement, as prudent characterizations of a process, product or material require time.
What projects are you currently working on in the area of Research and Development?
Schneider: We are working on an integrated approach to additive manufacturing, from powder to the finished component (which is assessed for mechanical stress). The individual restrictions and boundary conditions for individual steps in the process are at the forefront of this. Letting all digital optimization methods loose on a component whose function is not fully understood in a specific application is not an effective approach. Anticipating the possible subsequent steps in the process (cutting, heat treatment or assembly) is essential in component construction.
Wawoczny: We also try to record all characteristic material values systematically in an FEM-based database to make the calculation accessible. We pay great attention to assessing service life, as generally speaking, components with very thin walls do not have any additional safety reserves (or wall thickness). And we’re good at this; we recently received an award for our very precise estimate of the service life of an aluminum bicycle crank made of AlSI10Mg T6 at a major simulation conference.
 GKN receives the Best Paper Award 2019 award at the CADFEM conference © CADFEM
GKN receives the Best Paper Award 2019 award at the CADFEM conference © CADFEM
In which business areas do you see great potential?
Schneider: Due to our history as suppliers, we try to serve the automotive industry in the areas of prototype and series manufacturing. In the area of capital assets (tool building, thermal apparatus building and general mechanical engineering), we see possible series applications with added value due to design freedom and by “putting together” various components to make one component to save on assembly operations.
Thank you.